
GVI
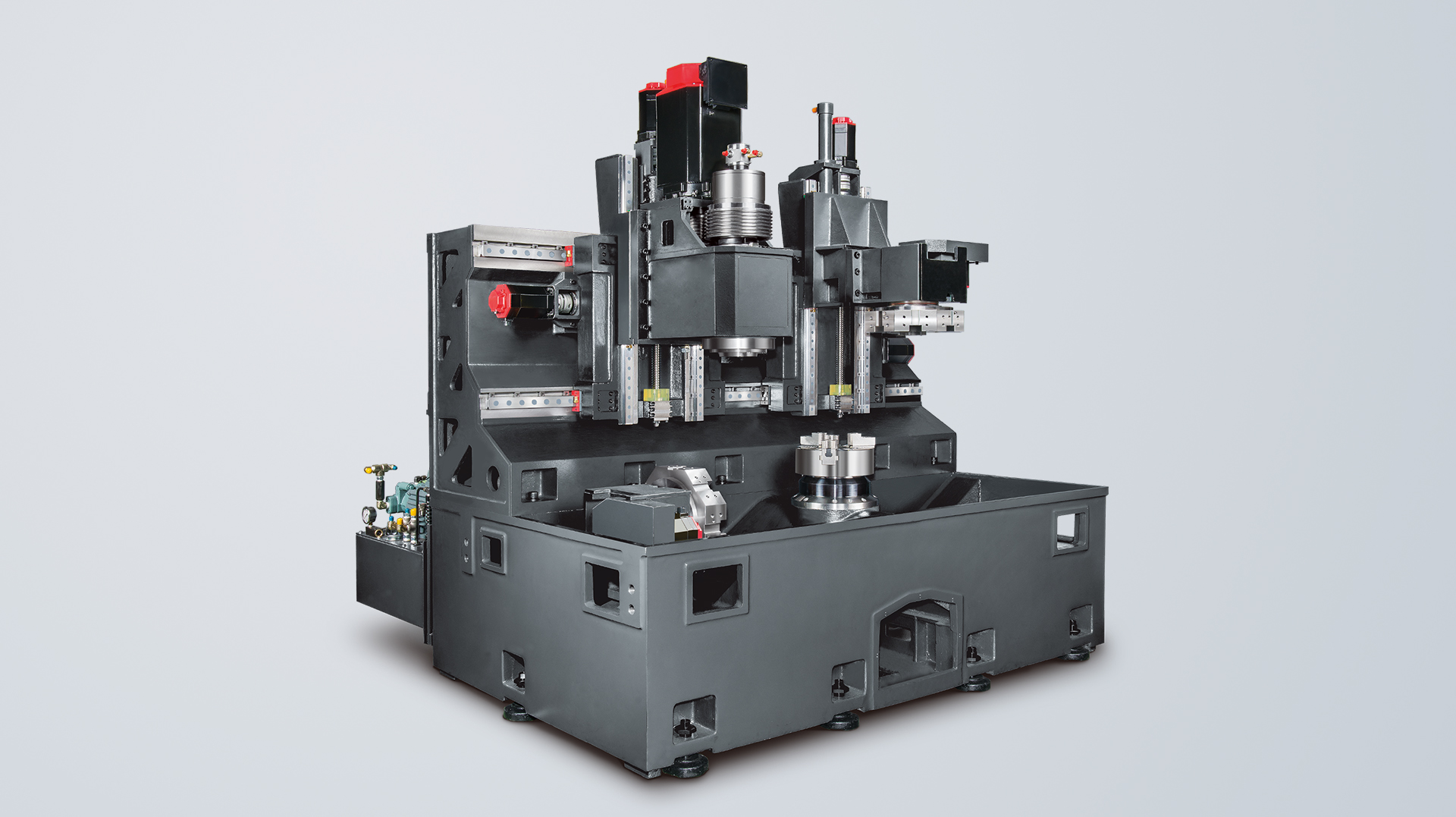
GVI-350 系列采用先进的正倒立式双主轴、双刀塔结构设计,在配合自动上下料系统的条件下,工件自入料、执行第一工程、工件翻转、执行第二工程、出料等工序皆可自动完成,不仅能有效降低人力需求,亦能同时满足高精度与高效率量产的严苛要求
- 出色的量产能力,工件的正面、背面加工可于单一机台内直接完成
- 正倒立式双主轴、双刀塔结构设计
- 底座及立柱皆为一体成型且采用高刚性米汉纳铸件结构
- 立柱以厚肋壁之 L 型结构设计,能提供所有移动元件极高的刚性基础
- X / Z 轴采用滚柱型线性滑轨设计,提供极佳的控制性与支撑刚性
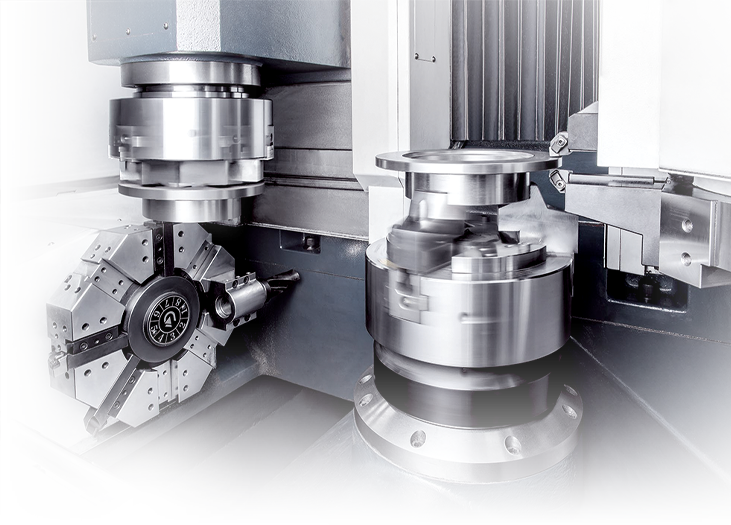
- 第二主轴能从第一主轴同期接料后直接进行背面加工,工件翻转不需要人力或额外的机构,加工效率更高
- 第一主轴采倒立式设计,也因此能让切屑因自重直接落入集屑槽,切屑不残留
- 上、下刀塔皆可装置 8 支刀具,亦可依需求选配 12 支刀动力刀塔
- 第一、第二主轴最高转速均可达 3,000 rpm
- 三爪夹头配合 14,200 kgf 的油压夹持力,即使夹持 20 kg 的工件亦可进行平稳的重切削
机型特点
高刚性结构
极致切削性能
高性能主轴

第一主轴自动入料

双主轴同步切削
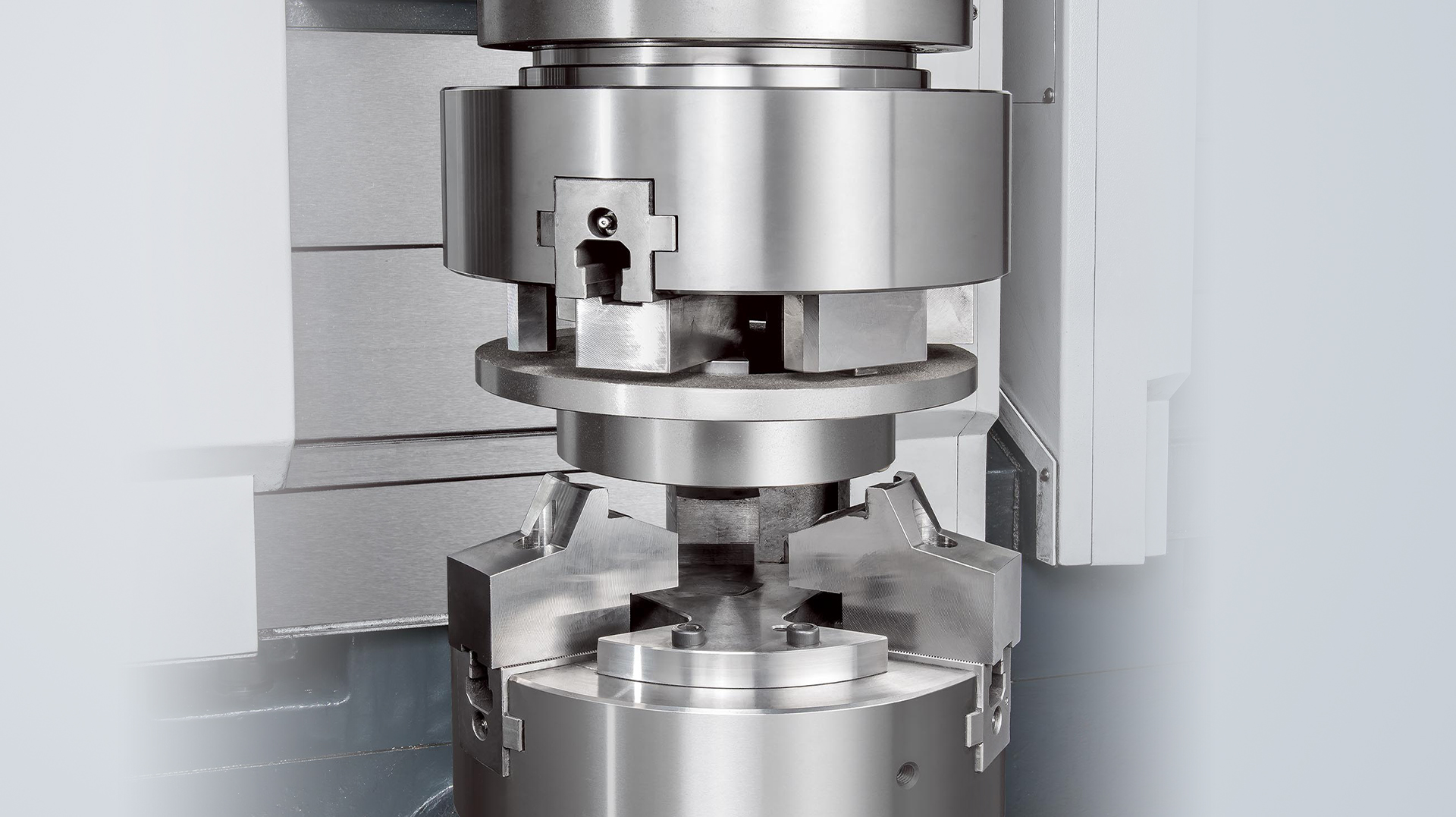
双主轴同期送/接料
高刚性结构设计
动力刀塔
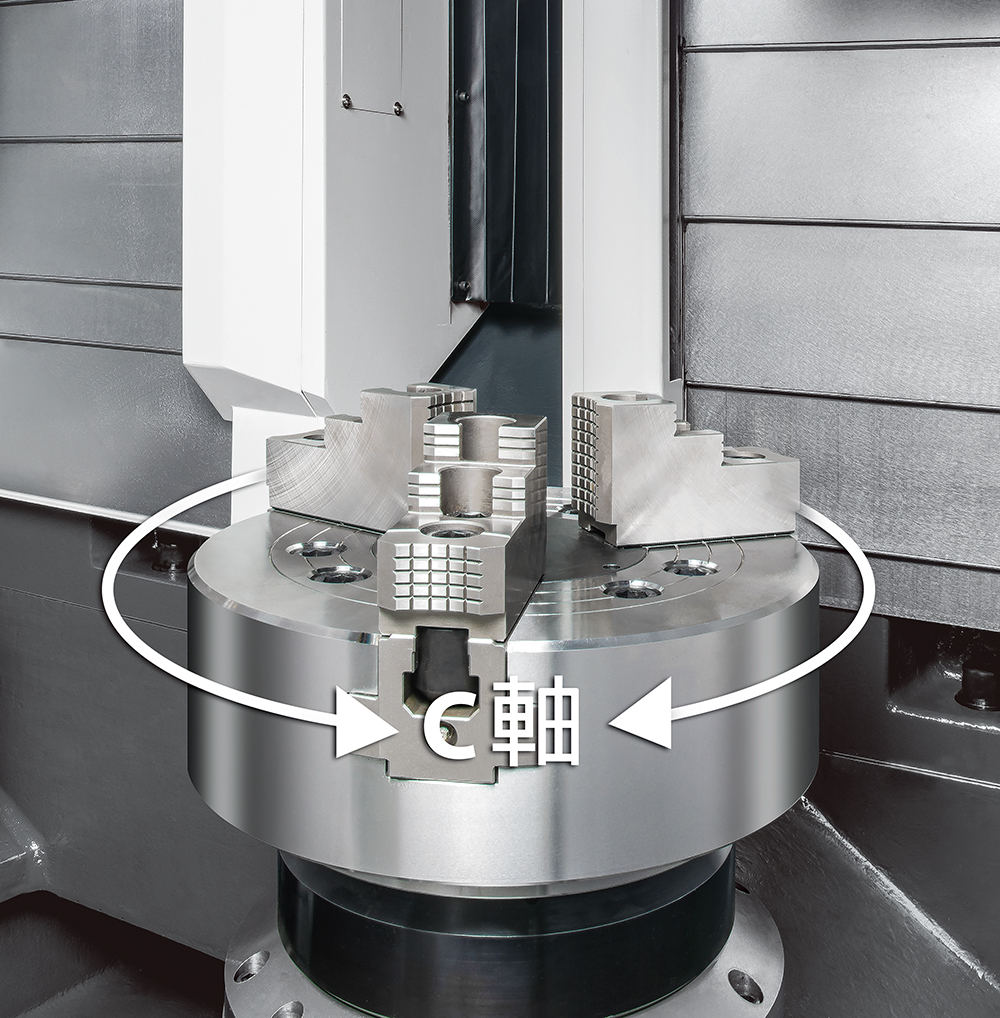
C轴
动力刀塔
- 动力刀塔采用主轴马达结合传动机构驱动,可提供 4.5 kW 充裕的马力输出,轻易完成任何困难的铣、钻、攻牙等加工任务。
- 动力刀塔可安装 12 支动力刀具 ( 仅在工作位置之刀具旋转,其余不旋转 ) ,刀盘不需推出即可完成换刀。

C 轴
- GVI 系列选配 C 轴控制及动力刀塔成为车铣复合中心,可将一工件在同一车床内完成车、铣、钻及攻牙等加工。避免因为工件在机器间移动所产生的误差,并节省加工时间及人力。
- 高扭力内藏式 Cs 轴结合高精度磁力环设计。操作方便且分度定位速度相较 Cf 轴优异甚多。